

 science-review.ru
science-review.ru
Исследование технического состояния агрегатов, снятых с эксплуатации, позволяет разрабатывать методики проведения ремонтных операций для восстановления деталей, а проведение инструментальных исследований износов рабочих поверхностей способствует определению технологии ремонта, которую можно применить. Однако на сегодняшний момент данные методики выбора ремонтных воздействий все еще занимают продолжительное время. Для того чтобы снизить время проведения натурных исследований, в настоящее время используют математическое моделирование методом конечных элементов, в частности его можно применить для определения напряженно-деформированного состояния ресурсоопределяющих соединений. Для аксиально-поршневых гидромашин, выбранных нами для проведения исследований, таковым соединением является пара «распределитель – блок цилиндров» [1–3]. Исследование ее напряженно-деформированного состояния и сравнение полученных данных с результатами инструментального контроля позволит, на наш взгляд, подтвердить достоверность получаемых данных и использовать в дальнейшем результаты моделирования как наиболее быстрый способ определения мест, наиболее подверженных износу.
Современные методы математического моделирования с использованием программных средств, как показывают исследования [4–6] используются сегодня для исследований гидроаппаратуры и в частности для аксиально-поршневых гидронасосов различных марок. Данные исследования направлены на определение несущей способности пар трения, что позволяет в будущем выбирать методы проведения ремонтных воздействий. Это позволяет ускорить процесс разработки технологий ремонта агрегатов, ведь на сегодня выход из строя гидронасосов занимает одно из первых мест по отказам в мобильной технике.
Однако работ, которые были бы посвящены исследованиям достоверности результатов математического моделирования напряженно-деформированного состояния, в настоящий момент практически нет. В связи с этим целью нашей работы стало подтверждение результатов моделирования контактных напряжений в паре «распределитель – блок цилиндров» при помощи профилографирования изношенных поверхностей данного соединения и сравнения полученных результатов.
Материалы и методы исследования
Для проведения исследований напряженно-деформированного состояния было взято соединение распределителя с блоком цилиндров (рис. 1).

а) б)
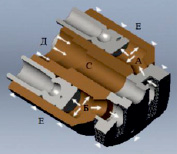
Рис. 1. Геометрическая модель «распределитель – блок цилиндров» гидронасоса 313.3.112: а) сетка элементов, б) нагрузки
Рассматриваемая геометрическая модель нагружена следующим образом: поверхность полости высокого давления А нагружена давлением в 20 МПа, что соответствует номинальному режиму работы). Поверхность полости всасывания Б нагружалась давлением 0,08 МПа. Поверхности дренажной полости С нагружались давлением 0,2 МПа (максимальное значение давления дренажа). Поджатие распределителя к блоку цилиндров Д осуществляется пружинным контактом с усилием 80 Н, направлена вдоль оси блока цилиндров к распределителю. Блок цилиндров жестко зафиксирован Е, кроме вращения вокруг своей оси. Момент от вала насоса передается поршнями на блок и составляет 356 Нм, распределяется он равномерно между поршнями.
В дальнейшем созданы контакты: сферическая поверхность блока цилиндров – распределитель, поршень – блок цилиндров.
Следующий этап моделирования разбиение на элементы в следующем порядке: предварительная установка параметров сетки, запуск создания сетки, доработка сгенерированной сетки, проверка сетки на вырожденные элементы.
Сетка создана из элементов типа тетраэдр.
Сетка элементов поршня и блока цилиндров после создания была доработана, в результате на днище поршня и в отверстии блока цилиндров создана сетка высокого качества с уплотнениями, ее свойства представлены в табл. 1.
Таблица 1
Свойства сетки конечных элементов пары распределитель – блок цилиндров
|
Тип |
Сетка на твердом теле |
|
Разбиение |
Стандартное с корректировкой |
|
Значение фактора плотности |
Мелкая сетка |
|
Фактор плотности сетки |
+90 |
|
Максимальный размер элемента |
3,5 mm |
|
Сглаживание |
Высокое качество |
|
Преобразование сетки |
Медленное |
|
Центр диапазона углов |
От 36 до 12 градусов |
|
Количество элементов |
186376 |
|
Количество узлов |
271282 |
В дальнейшем проводились расчеты, результаты которых представлены в следующем пункте.
Для проведения инструментального контроля поверхностей распределителя и блока цилиндров использовался профилограф-профилометр «Тэйлор Хобсон». Технические характеристики профилографа-профилометра представлены в табл. 2.
Таблица 2
Характеристики профилографа-профилометра
|
Элемент профилографа-профилометра |
Значение технических параметров |
|
Индуктивный датчик |
Разрешение – 16 нм; Диапазон – 1,040 мм |
|
Ходовая каретка |
Диапазон перемещения – 0–120 мм; Разрешение – 0,125 мкм; Минимальное движение – 50 мкм; Длина пускового периода – 0,30 мм |
|
Моторизированная стойка |
Диапазон перемещения – 0–450 мм; Разрешение – 1,2537 мкм; Минимальное движение – 30 мкм |
Марки щупов, которыми проводились измерения, и их геометрические параметры представлены в табл. 3.
Таблица 3
Технические характеристики щупов
|
Марка щупа |
r, мкм |
α |
L, мм |
|
112/2009 |
2 |
900 |
11 |
|
112/2011 |
2 |
900 |
16 |
Выбор щупа для измерения производится таким образом, чтобы ножка щупа точно копировала профиль поверхности, воспринимая все микронеровности.
Для определения площади и объема износа распределителя и блока цилиндров пары было проведено профилографирование поверхности.
Замер объема износа для распределителя проводился по поверхности контактирующей с блоком цилиндров в двух сечениях (перемычки между областью всасывания и нагнетания), поверхностная площадь получаемых данных составляла 4х19,1 = 76,4 мм2.
Для блока цилиндров замер объема износа проводился по поверхности контактирующей с распределителем, проводился также в двух сечениях противоположных друг другу, площадью 2х18 = 36 мм2.
Результаты исследования и их обсуждение
В результате расчетов напряженно-деформированного состояния распределяя и блока цилиндров гидронасоса 313.3.112 были получены различные значения напряжений, перемещения в элементах деталей и деформации (табл. 4), так же получены графические файлы со средними значениями напряженний на исследуемых поверхностях (рис. 3).
Таблица 4
Значения напряжений на поверхностях, МПа
|
Исследуемая деталь |
Значение напряжения |
||
|
Минимальное |
Среднее |
Максимальное |
|
|
Распределитель |
3,74 |
15,7 |
93,80 |
|
Блок цилиндров |
3,14 |
18,0 |
69,55 |
а) б)
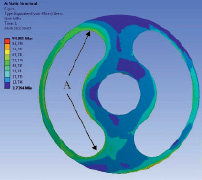
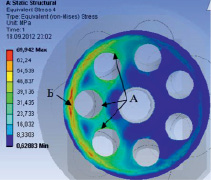
Рис. 2. Графическое отображение напряжений на поверхности распределителя (а), на поверхности блока цилиндров (б)
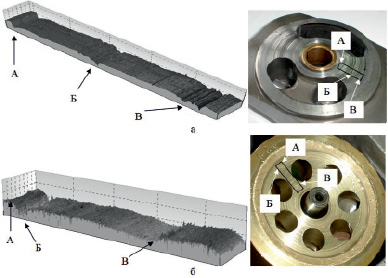
Рис. 3. Топография и изношенная поверхность: а) распределителя, б) напайки блока цилиндров
При проведении анализа рис. 2 видно, что наибольшие напряжения на поверхности распределителя сосредоточены вокруг полости нагнетания А по краям (максимальные значения составляют 32–43 МПа). Для поверхности блока цилиндров возникновение максимальных напряжений происходит напротив зоны нагнетания распределителя по краям окон А (здесь значения находятся в пределах 23,7–31,4 МПа), а максимальные напряжения возникают по кольцевой линии, проходящей вдоль наружной поверхности блока, также находящейся напротив зоны нагнетания (полость Б, значение напряжения 69,9 МПа).
Топография поверхностей, исследуемых методом конечных элементов, показана на рис. 3.
При обработке топографических данных профили сфер были выровнены для более наглядного представления износов.
На рис. 3, а, хорошо виден профиль износа распределителя: он состоит из нескольких площадок с углублениями А, Б, В до 10–25 мкм. На рис. 4, а, также представлен сам распределитель, отметим что края кольцевого канала (А) завалены внутрь. Черным прямоугольником выделена площадка топографирования и обозначены места углублений А, Б и В. Зоны провалов Б и В соответствуют местам на диаграмме напряжений со значениями 43–52 МПа (рис. 2, а).
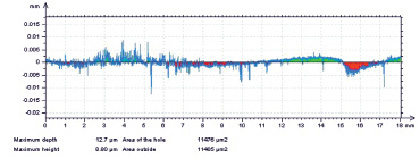
Рис. 4. Профилограмма блока цилиндров
Профиль изображенный на рис. 3, б, соответствует блоку цилиндров, наибольшие износы всей поверхности составили более 1 мм (отчетливо видно кольцо износа от распределителя), а глубина максимальных износов по профилю поверхности составила 21 мкм (рис. 4). Углубления Б и В соответствуют зонам с наибольшими напряжениями, обозначенными на рис. 2, б, индексом А.
Выводы
Анализ результатов моделирования пары «распределитель – блок цилиндров», проведенный методом конечных элементов, показал наличие зон максимальных напряжений в местах контакта деталей друг с другом в зоне нагнетания.
Анализ же поверхностей деталей на профилографе-профилометре с получением топографии показал что наибольшие износы поверхностей возникают в местах зон соответствующих максимальным значениям напряжений.
Таким образом, проведенные исследования и сравнение полученных данных с результатами инструментального контроля позволили подтвердить достоверность получаемых данных, что делает возможным их использование для определения мест, наиболее подверженных износу.
Библиографическая ссылка
Столяров А.В., Червяков С.В., Киселев Д.Н. ИССЛЕДОВАНИЕ ДОСТОВЕРНОСТИ МАТЕМАТИЧЕСКОГО МОДЕЛИРОВАНИЯ МЕТОДАМИ ИНСТРУМЕНТАЛЬНОГО КОНТРОЛЯ // Научное обозрение. Технические науки. – 2018. – № 6. – С. 61-65;URL: https://science-engineering.ru/ru/article/view?id=1210 (дата обращения: 25.04.2024).