

 science-review.ru
science-review.ru
Scientific journal
Scientific Review. Technical science
ISSN 2500-0799
ПИ №ФС77-57440
DESIGNING A DEVICE FOR PULSE-ARC WELDING WITH HEATING ELECTRODE WIRING PAUSE CURRENT

Практически все современные процессы для импульсно-дуговой сварки направлены на сварку и не могут решить проблемы, связанные с увеличением производительности наплавки и снижением перемешивания наплавленного слоя с основным металлом. Это приводит к тому, что при наплавке поверхностей с особыми свойствами приходится наплавлять до пяти слоев для получения наплавленного слоя с низкой долей включения основного металла.
Для решения данной проблемы предложено внедрить дополнительный контактный наконечник для предварительного нагрева электродной проволоки током паузы, что позволяет снизить энергию, необходимую для ее расплавления. Доля включения основного металла в наплавленном слое не превышает 10 % при повышенном коэффициенте расплавления (до 42 г/А·ч) [1].
Цель исследования: спроектировать устройство, реализующее процесс импульсно-дуговой сварки и наплавки с предварительным нагревом электродной проволоки током паузы.
Результаты исследования и их обсуждение
Упрощенная схема устройства, реализующего данный процесс, приведена на рис. 1.
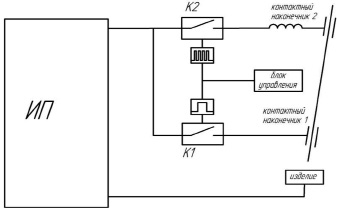
Рис. 1. Схема устройства, реализующего процесс импульсно-дуговой сварки и наплавки с подогревом электродной проволоки: ИП – источник питания, K1 – ключ 1, К2 – ключ 2
В основе схемы модулятора лежат два ключа K1 и K2, которые соединяют источник питания с двумя контактными наконечниками. На ключ К1 подаются одиночные импульсы длительностью несколько миллисекунд, открывающие ключ для протекания тока импульса через контактный наконечник 1. На ключ К2 подается ШИМ-сигнал с заданной частотой, лежащей в пределах от 3 до 20 кГц. Изменяя скважность ШИМ-сигнала, происходит и регулирование тока паузы, протекающего через контактный наконечник 2. Для сглаживания силового ШИМ-сигнала в постоянное значение тока используется дроссель.
В качестве силовых элементов можно применять реле, тиристор, транзистор.
Реле в качестве ключевого элемента при больших значениях силы тока не используют. При этом реле имеют большие размеры и затрачивают большую мощность при включении. Также реле имеют низкое быстродействие, а их контакты подвержены износу [2].
Тиристор позволяет коммутировать большие токи и имеет компактные размеры. Но тиристор целесообразно применять при импульсном токе, так как при постоянном токе усложняется схема, которая нужна для закрытия тиристора [3].
Транзистор лишен вышеперечисленных недостатков. Для использования транзистора в виде ключевого элемента выбор стоит между МДП транзистором и биполярным транзистором с изолированным затвором.
МДП транзисторы имеют большее сопротивление в открытом состоянии и не стойки к повышенным напряжениям. Так что для модулятора примем в качестве ключа биполярный транзистор с изолированным затвором (IGBT транзистор).
Начнем с проектирования цепи тока паузы. Возьмем схему импульсного последовательного стабилизатора понижающего типа (рис. 2) [4].
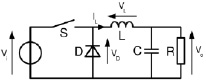
Рис. 2. Схема импульсного последовательного стабилизатора понижающего типа: S – ключ, D – обратный диод, L – дроссель, C – конденсатор, R – нагрузка, Vi – напряжение источника питания, Vo – напряжение на нагрузке
Основными элементами схемы являются ключ S, дроссель L и конденсатор C, образующие LC фильтр и обратный диод D.
Для защиты от импульсов обратного напряжения, возникающих на индуктивности при переходных процессах, служит обратный диод D. Работу с обратным диодом и без него можно увидеть на рис. 3.
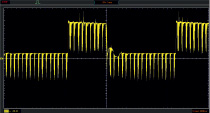
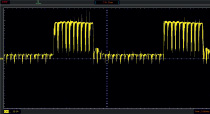
а) б)
Рис. 3. Осциллограммы напряжения испытания устройства (20 В/дел, 2 мс/дел): a) без обратного диода; б) с обратным диодом
При сборке схемы появляется паразитная индуктивность проводов. Каждые 10 см провода имеют индуктивность 50 нГн. При монтаже схемы коллектор транзистора будет подключен к входной клемме проводом 15 см. Сам модулятор будет подключен к источнику питания проводом 50 см (в среднем необходимом для его нормальной установки). Итого на входе получается провод длиной 65 см и индуктивностью 325 нГн. Эта индуктивность находится в цепи коллектора и не имеет цепи разряда.
Расчет емкости снабберного конденсатора производится по следующей методике [4]. Для начала определяется величина данного всплеска напряжения.
Время закрытия транзистора составляет 40 нсек. Сила тока в импульсе при ряде режимов может достигать 400 А. При этом паразитный всплеск напряжения находится по формуле

где Uпар – величина всплеска напряжения паразитной индуктивности, Lпар – паразитная индуктивность контура,  – скорость изменения силы тока при коммутации.
– скорость изменения силы тока при коммутации.
Подставив значения, получим паразитный всплеск напряжения равный 325 В. Так как при закрытии транзистора ток начинает течь через обратный диод, получается, что эмиттер транзистора становится подключен к минусовой клемме источника питания. Значит эти 325 В суммируются с напряжением схемы, составляющем порядка 40 В. Итого, к транзистору прикладывается напряжение в 365 В.
Для того, чтобы снизить это напряжение до 80 В (напряжение х.х. источника питания), необходимо погасить следующую энергию:
 ,
,
где Qпар – энергия всплеска паразитной индуктивности, i – сила тока в цепи до начала процесса коммутации.
Эта энергия должна быть поглощена конденсатором следующей емкости:
 ,
,
откуда

где C – емкость конденсатора снаббера; U – разность между рабочим напряжением и напряжением всплеска.
Подставляя значения, получаем емкость конденсатора, равную 8 мкФ. Расчетное значение емкости снабберного конденсатора не стоит превышать, так как возрастают потери, а также снижается стабильность процесса сварки.
В качестве микроконтроллера применяется платформа Espruino на базе контроллеров ARM STM32F4, обладающего частотой чипа 168 МГц, и встроенным интерпретатором JavaScript, который поддерживает параллельные операции и облегчает отладку с компьютера.
Микроконтроллер выдает напряжение 5 вольт и ток 20 мА. Для нормальной работы транзистора в ключевом режиме желательно подать двуполярное напряжение +15/–15 В. Также необходима гальваническая развязка, так как минус управления подключается к эмиттеру транзистора. Для гальванической развязки применяются оптодрайверы, а для получения двуполярного напряжения – DC-DC конверторы. Но зачастую силовые ключи выходят из строя из-за повреждения силового затвора. Пробой цепи затвора может произойти от статического разряда, из-за возникновения генерации в контуре, образованном индуктивностью цепи управления и емкостями затвора, а также перенапряжения, наведенного со стороны схемы управления или силовых цепей вследствие емкостной или индуктивной связей. Для защиты от превышения напряжения затвор-эмиттер применяются два стабилитрона, включенные встречно [5].
На практике, для того, чтобы получить малые пульсации на выходе модулятора, необходимо иметь дроссель достаточно большой индуктивности. Для стабильного горения дуги сила тока на дуге не должна опускаться ниже 10 А. При минимальной силе тока паузы 30 А индуктивность дросселя должна составлять 8 мГн. Такой дроссель будет очень громоздкий, тяжелый и относительно дорогой. Повышение частоты тоже не даст значительного эффекта, так как при высоких частотах возрастают потери в сердечнике, он сильней нагревается. Дроссели на пластинах из распыленного железа не применяются на частотах свыше 4 кГц.
Также, при небольшой индуктивности, велики пульсации тока, что вызывает звуковой эффект как самой дуги из-за колебаний ширины столба дуги, так и дросселя из-за явления магнитострикции.
Выходом из сложившейся ситуации служит увеличение частоты ШИМ до 20 кГц. Повышение частоты свыше 20 кГц не имеет смысла, так как значительно возрастает стоимость самих IGBT-модулей. Также высокочастотные токи имеют скин-эффект, что приводит к необходимости изменения сечения проводника на ленту или трубку.
При повышении частоты возрастают потери на переключение. В среднем модули при коммутации 100 А на один цикл переключения тратят энергию 20 мДж. На частоте 20 кГц эта энергия будет равняться 400 Дж/с или 400 Вт.
Рассчитаем схему модулятора для регулирования тока паузы в пределе 30–70 А при напряжении паузы 16 В. Напряжение на входе примем от 30 до 40 В. Рассчитаем сначала для тока в 30 А.
Для расчета воспользуемся бесплатным приложением от компании Texas Instruments Power Stage Designer Tool. Выберем в нем схему понижающего конвертора. Падение напряжения на обратном диоде возьмем из характеристики чоппера МТКИД-100-12К, равное 1,65 В. Это необходимо для расчета потерь на обратном диоде.
Коэффициент пульсаций тока для стабильного горения примем равным 10 %.
Необходимая величина индуктивности дросселя равна 170 мкГн. Для снижения пульсаций величина дросселя была принята равной 200 мкГн. Величина пульсаций для тока 30 А составляет 1,96 А, чего более чем достаточно для стабильного горения дуги. Потери мощности на обратном диоде составляют 23 Вт, что составляет 4,6 % от входной мощности.
Само устройство было апробировано на лабораторной установке, в состав которой входит:
– сварочный источник питания с жесткой внешней характеристикой ВДУ-504У3 с уменьшенной индуктивностью;
– сварочная горелка ГСП-2;
– источник импульсов сварочного тока – модулятор;
– блок управления сварочными процессами БАРС-2В с пультом управления;
– осциллограф Agilent 1000 Series с шунтом.
Устройство показало высокую стабильность процесса (рис. 4). Процесс сварки происходил без коротких замыканий. Сниженные по амплитуде импульсы не вызывали резких изменений длины дуги.
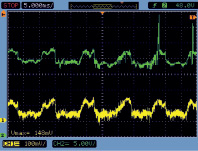
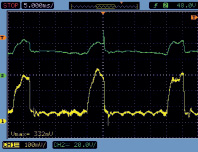
Рис. 4. Осциллограммы тока (желтая линия) и напряжения (зеленая линия) процесса сварки с подогревом электродной проволоки
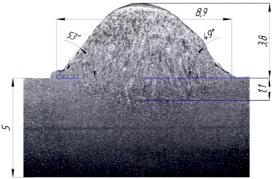
Рис. 5. Макрошлиф наплавленного валика
Производилась наплавка валика на образцы, имеющие размер 300х150, толщиной 5 мм. Марка стали Ст3. В качестве защитного газа применялся CO2. Проволока марки Св-08Г2С, диаметром 1,2 мм.
После наплавки проводилась визуальная оценка швов на наличие видимых дефектов. Далее образцы распиливали на ленточной пиле, шлифовали и проводили травление в спиртовом растворе азотной кислоты.
Шлифы фотографировали при помощи макросъемки. Замеры производились по фотографии в программе КОМПАС 3D. Макрошлиф наплавленного валика представлен на рис. 5.
Таким образом, проведенные исследования показали, что спроектированное устройство позволяет добиться стабильности процесса импульсно-дуговой сварки и наплавки с подогревом электродной проволоки и увеличить долю наплавленного металла в общем объеме шва.
Выводы
1. При проектировании схемы необходимо учитывать индуктивность сварочного контура, так как даже индуктивности меньше 0,5 мкГн при высоких скоростях коммутации приводят к большим всплескам напряжения. Необходимо рассчитывать и включать в цепь безындуктивные конденсаторы емкостью, достаточной для погашения энергии этого всплеска.
2. Для защиты источника питания от всплесков обратной полярности необходима установка обратно включенного высокоскоростного диода, который перенаправляет обратный всплеск напряжения.
3. Для сглаживания ШИМ-сигнала в постоянный ток паузы необходимо применение дросселя.
4. Для защиты цепи управления необходимо использование оптодрайвера, обеспечивающего гальваническую развязку. Также необходима развязка управляющих цепей на разные контактные наконечники.
Проект реализуется при поддержке Фонда содействия инновациям.
Библиографическая ссылка
Крампит М.А., Крампит А.Г. ПРОЕКТИРОВАНИЕ УСТРОЙСТВА ДЛЯ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ С ПОДОГРЕВОМ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ ТОКОМ ПАУЗЫ // Научное обозрение. Технические науки. 2019. № 1. С. 32-36;URL: https://science-engineering.ru/en/article/view?id=1228 (дата обращения: 26.07.2026).