

 science-review.ru
science-review.ru
Scientific journal
Scientific Review. Technical science
ISSN 2500-0799
ПИ №ФС77-57440
THERMAL CHARACTERISTICS OF ELECTROMAGNETIC MIXERS

Перемешивание является одним из первостепенных процессов, определяющих качество готовых изделий. Наиболее перспективными являются смесители, обеспечивающие процесс переработки по всему рабочему объему камеры устройства без застойных зон и «воронок», которые образуются при использовании наиболее распространенных в промышленности лопастных мешалок [1]. Кроме того, современные требования, предъявляемые к функционированию перерабатывающих предприятий, диктуют необходимость повышения такого важного показателя, как энергоэффективность технологических процессов [2]. В настоящее время в практику производства внедряются аппараты с магнитоожиженным слоем рабочих элементов, размещенных в камере обработки в смеси с перерабатываемым продуктом [3, 4]. Исследования показали, что внедрение в аппаратурно-технологические схемы предприятий аппаратов нового типа – электромагнитных смесителей (ЭМС) позволяет значительно улучшить показатели процесса перемешивания (показатели интенсивности и эффективности) при одновременном снижении энергоемкости готовых продуктов [4].
Цель исследования: обоснование тепловых характеристик электромагнитных смесителей.
Материалы и методы исследования
Научные исследования проведены с использованием как экспериментальных, так и теоретических методов. Использованы методы анализа и синтеза, методы статистической обработки данных и планирования эксперимента.
Результаты исследования и их обсуждение
Выявлено, что при перемешивании в электромагнитных смесителях (ЭМС) [5, 6] большой мощности наблюдается повышение температуры перерабатываемых продуктов. Превышение допустимой температуры выше номинальной обуславливает как ухудшение качества продукции, так и эксплуатационные характеристики аппаратов. В этой связи вопросы, связанные с изучением и анализом тепловых процессов, происходящих в ЭМС, являются актуальными при проектировании надежно работающих аппаратов. В результате теоретических и экспериментальных исследований выявлено, что основным источником теплового воздействия на продукт являются потери, обусловленные процессами трения между перемешивающими органами в рабочей камере ЭМС [7]. При скорости вращения ротора n эти потери можно определить по формуле

где KM – коэффициент масштабного перехода (KM < 1).
MC – момент вращения, передаваемый цилиндрическим мешалкам.
Необходимо также учитывать тепловой поток, поступающий в рабочую камеру от обмотки управления в (ОУ) с постоянным электрическим током Iy:
 (1)
(1)
где ρH и ρ0 – удельные сопротивления ОУ;
Ry0 – сопротивление ОУ при температуре среды.
Суммарные тепловые потоки определены выражением
 (2)
(2)
Для конструкций ЭМС с цилиндрическим корпусом справедливо равенство
 (3)
(3)
где Pτ – тангенциальная составляющая силовых контактов между цилиндрическими мешалками, выполненными из ферромагнитного материала;
Sp, h0 – геометрические размеры рабочей камеры ЭМС (площадь среднего сечения цилиндрической камеры и ширина рабочего объема).
Заданный технологией температурный режим переработки продукта обеспечивается отводом части теплоты через поверхность рабочей камеры ЭМС. В этой связи при конструировании ЭМС тепловой расчет имеет первостепенное значение. Обеспечение заданной температуры в рабочей камере ЭМС наиболее актуально при переработке термолабильных продуктов.
На рис. 1 и 2 представлены конструктивные схемы смесителей ЭМС-1 и ЭМС-2, представляющие предмет изобретения [6].
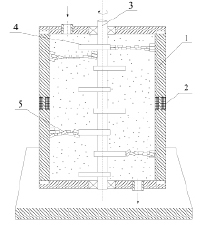
Рис. 1. Конструктивная схема смесителя ЭМС-1 (Патент России на полезную модель № 653): 1 – корпус; 2 – обмотка управления (ОУ); 3 – ротор; 4 – кольца из ферроэласта; 5 – цилиндрические ферромагнитные мешалки
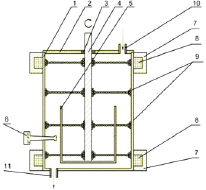
Рис. 2. Конструктивная схема смесителя ЭМС-2 (Патент России на полезную модель № 86493): 1 – цилиндрическая камера; 2 – крышка; 3 – подшипник; 4 – ротор; 5 – лопасти; 6 – источник УЗ; 7 – ферромагнитное кольцо; 8 – ОУ; 9 – ферромагнитные цилиндры; 10, 11 – патрубки для входа и выхода смеси
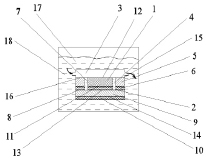
Рис. 3. Кондуктомер: 1 – диск из наполнителя; 2, 6, 10 – электронагреватели; 3 – холодильная коробка, поверхность короба; 5 – теплоизолятор; 7 – кольцевая прослойка; 8 – поверхность теплоотдачи; 9 – теплоизоляционный материал; 11, 12 – термопары на горячей и холодной стороне наполнителя; 13, 14 – термопары
В алгоритмах тепловых расчетов технологических аппаратов, основанных на электромагнитных способах формирования силовых контактов [3], наибольшие сложности представляют вопросы, связанные с определением теплопроводности заполнителя рабочих камер. В ЭМС рабочая камера заполнена ферромагнитными цилиндрическими элементами (мешалками) и смесью перерабатываемых продуктов. Наиболее перспективным для определения теплопроводности заполнителя рабочих камер в ЭМС является специально разработанный для этих целей кондуктомер, конструктивная схема которого представлена на рис. 3.
Данная конструкция кондуктомера была успешно использована при изучении тепловых режимов работы аппаратов с магнитоожиженным слоем. С помощью модели температурного поля прибора можно аналитически установить температуру элементов устройства.
Изучение тепловых режимов ЭМС проводилось с использованием экспериментальной установки, представленной на рис. 4.
Использованы стандартные приборы (вольтметры V, амперметры A, реостаты R и т.д.).
В качестве модельной системы выбраны смеси для приготовления шоколадных масс (сахар и какао с органолептическим показателем nc = 2) [8, 9].
Расчеты проведены с использованием формул
 (4)
(4)

 (5)
(5)
где θPO – температура в камере ЭМС;
Т – период процесса обработки до достижения установившегося температурного режима;
t – продолжительность обработки;
Sn – площадь наружной поверхности камеры ЭМС;
hK – коэффициент теплоотдачи (hK = 16– 20 Вт/м2);
λn, Sn, bn – коэффициент теплопроводности материала, площадь поверхности и толщина n-го участка ЭМС.
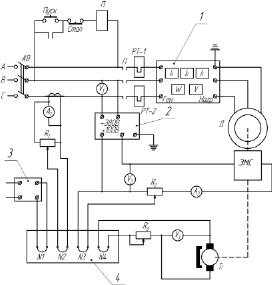
Рис. 4. Экспериментальная установка
Исследования проведены в режиме работы ЭМС-1, при котором достигается заданная технологией однородность смеси: индукция электромагнитного поля в рабочей камере B = 0,3 Тл, скорость вращения ротора n1 = 23,5 с-1. Номинальные режимы работы при обработке смеси в ЭМС-2: индукция электромагнитного поля в рабочей камере B = 0,4 Тл, скорость вращения ротора n1 = 24,2с-1. В ЭМС-1 установившееся тепловое состояние достигается при температуре θm1 = 44 °С (Т1 = 37 мин). В ЭМС-2 – при θm1 = 38 °С (Т2 = 28 мин). Погрешность: 2,4 % при t = 3T, 1,9 % при t = 4T, 0,6 % при t = 5T.
Адекватность математических моделей реальным процессам подтверждена многочисленными экспериментами на ЭМС различных конструктивных модификаций.
Заключение
Установлено, что температура рецептурной смеси шоколадной массы в установившемся тепловом режиме работы смесителей ЭМС-1 и ЭМС-2 не превышает допустимых значений и отвечает технологическим требованиям. Адекватность математических моделей реальным процессам подтверждена многочисленными экспериментами на ЭМС различных конструктивных модификаций.
Библиографическая ссылка
Беззубцева М.М., Волков В.С. ТЕПЛОВЫЕ ХАРАКТЕРИСТИКИ ЭЛЕКТРОМАГНИТНЫХ СМЕСИТЕЛЕЙ // Научное обозрение. Технические науки. 2020. № 3. С. 10-13;URL: https://science-engineering.ru/en/article/view?id=1287 (дата обращения: 25.06.2026).
DOI: https://doi.org/10.17513/srts.1287