

 science-review.ru
science-review.ru
В первой части статьи были изложены результаты разработки малоинерционного следящего регулятора подачи электрода-инструмента с использованием логических схем управления и оригинальной структуры регулятора.
В дальнейшем следящий регулятор был преобразован в двухканальную адаптивную систему, управляющую не только подачей электрода-инструмента, но и его вибрацией, необходимой для стабилизации процесса электроэрозионной прошивки микроотверстий диаметром 0,01–0,1 мм. Результаты модернизации регулятора изложены во второй части статьи.
Если следящий регулятор подачи рассматривать как объект регулирования, то важнейшими его выходными параметрами являются:
– перебеги: величина неуправляемого перемещения электрода-инструмента при переходе из режима холостого хода в рабочий режим или режим короткого замыкания;
– чувствительность: минимальная величина изменения входного параметра (для исследуемого процесса чаще всего это напряжение на межэлектродном промежутке), при которой наступает соответствующая реакция привода регулятора подачи (подвод, отвод, останов).
Проблема чувствительности регулятора была решена с помощью электронных усилителей следящей системы.
Проблема перебегов более сложная и напрямую связана с быстродействием регулятора подачи. Причинами перебегов являются следующие факторы:
– инерционность следящей системы, в том числе ее электрической и механической частей;
– люфты в кинематических звеньях привода.
Одним из эффективных методов устранения инерционности электрической части регулятора является применение электронных импульсно-логических схем преобразования и управления подачей электрода-инструмента. Такой регулятор был разработан при создании нового оборудования для электроэрозионной обработки отверстий [1]. Однако оставалась проблема инерционности механической части регулятора подачи. В значительной мере проблема была решена путем создания двухканального регулятора подачи с адаптивным управлением, в котором так же решалась задача автоматического управления вибрацией электрода–инструмента [2]. Разработанное устройство было защищено патентом РФ №63274. Новый адаптивный двухканальный регулятор подачи выполнял следующие функции:
– осуществлял рабочую подачу в следящем режиме электрода-инструмента на расстояния до 40 мм посредством традиционного электромеханического привода;
– осуществлял быстрый отвод-подвод электрода-инструмента на малые расстояния (0,02–0,04 мм) при нарушении стабильности процесса с помощью электромагнитной системы вибратора;
– осуществлял автоматическое управление вибрацией электрода-инструмента в зависимости от состояния межэлектродного промежутка.
Достоинством разработанного регулятора подачи является то, что при стабильном протекании процесса прошивки микроотверстий, что характерно для малых глубин обработки, вибрация электрода-инструмента выключена, что является оптимальным технологическим решением, так как в этом случае она отрицательно влияет на производительность. При нарушении стабильности процесса, в том числе возникновении коротких замыканий в межэлектродном промежутке, осуществляется мгновенный отвод электрода–инструмента на малое расстояние электромагнитной системой вибратора и включается вибрация, которая способствует ускорению процесса ликвидации короткого замыкания. При затяжном коротком замыкании отвод электрода-инструмента на большие расстояния осуществляет электромеханический привод.
На рисунке 1 представлена схема регулятора, на рисунке 2 – кинематическая схема исполнительного механизма.
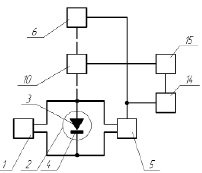
Рис. 1. Схема регулятора подачи
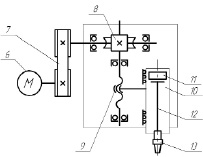
Рис. 2. Кинематическая схема исполнительного механизма
Наличие в регуляторе подачи электрода-инструмента вибратора, выполненного в виде электромагнитной катушки и якоря, с закрепленным на нем патроном, обеспечивает при включении вибрации мгновенный подъем электрода-инструмента, что повышает производительность, так как отвод электрода-инструмента исполнительным механизмом происходит значительно медленнее из-за большой инерционности исполнительного механизма, в том числе связанной с наличием зазоров в кинематических соединениях.
Адаптивный электромеханический регулятор подачи электрода-инструмента электроэрозионного станка (рис. 1) содержит транзисторный генератор импульсов 1, который питает технологическим током межэлектродный промежуток 2. Для осуществления подачи электрода-инструмента 3 к электроду-детали 4 импульсы напряжения с электродов 3, 4 подаются на усилитель 5 следящей системы, с выхода которого импульсы управляющего напряжения подаются на электродвигатель 6 исполнительного механизма.
Исполнительный механизм (рис. 2) состоит из электродвигателя 6, кинематически связанного через ременную передачу 7 и червячную передачу 8 с соединением винт-гайка. С гайкой 9 жестко соединен вибратор 10. Вибратор 10 состоит из электромагнитной катушки 11, якоря 12 и закрепленного на якоре патрона 13, в который устанавливается электрод-инструмент 3.
К выходу усилителя 5 следящей системы подключен также вход блока 14 автоматического управления вибрацией, который управляет работой генератора импульсов 15 вибратора, питающего электромагнитную катушку 11.
Адаптивный электромеханический регулятор подачи электрода-инструмента электроэрозионного станка работает следующим образом. Транзисторный генератор импульсов 1 постоянно питает технологическим током межэлектродный промежуток 2. При разомкнутом межэлектродном промежутке 2 (режим холостого хода) или стабильном процессе электроэрозионной обработки (рабочий ход) усилитель 5 следящей системы выдает управляющее напряжение на электропривод 6, полярность которого соответствует процессу подвода электрода-инструмента 3 к электроду-детали 4. Вращение вала электродвигателя 6 через ременную передачу 7, червячную передачу 8 и гайку 9 преобразуется в поступательное перемещение вибратора 10, с установленным в нем патроном 13 с электродом-инструментом 3.
Одновременно с выхода усилителя 5 следящей системы управляющее напряжение подается на вход блока 14 автоматического управления вибрацией. При управляющем напряжении усилителя 5 следящей системы, соответствующем режиму подвода электрода-инструмента 3, блок 14 управления вибрацией блокирует выход генератора импульсов 15 вибратора, и вибрация отсутствует.
При возникновении короткого замыкания в межэлектродном промежутке 2 полярность управляющего напряжения усилителя 5 следящей системы меняется на обратное, соответственно, блок 14 управления вибрацией разблокирует выход генератора импульсов 15 вибратора, начинается процесс вибрации, в котором участвуют якорь 12 вибратора, патрон 13 и электрод-инструмент 3. Одновременно, в момент включения вибратора 10 меняется среднее положение якоря 12 вибратора, он поднимается к катушке 11 вибратора и резко приподнимает вибрирующий электрод-инструмент 3. Зачастую этого оказывается достаточно, чтобы ликвидировать короткое замыкание в межэлектродном промежутке 2. При более длительном коротком замыкании дальнейший отвод электрода-инструмента 3 осуществляется электромеханическим приводом 6, через ременную передачу 7, червячную передачу 8, гайку 9, с закрепленным на ней вибратором 10.
Таким образом, адаптивный электромеханический регулятор подачи электрода-инструмента электроэрозионного станка включает вибрацию только в том случае, когда это необходимо, т.е. в момент короткого замыкания в межэлектродном промежутке, когда процесс не стабилен.
Модернизация регулятора подачи, установленного на станке 04ЭП10М сводится к добавлению блока 14 автоматического управления вибрацией к существующим элементам.
На рисунке 3 и рисунке 4 представлены электрическая схема блока автоматического управления вибрацией и фотография установленного блока на плату регулятора.
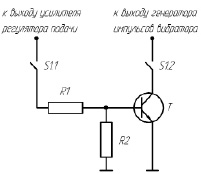
Рис. 3. Электрическая схема блока автоматического управления вибрацией

Рис. 4. Фотография установленного блока автоматического управления вибрацией на плату регулятора подачи
Транзисторный ключ T в открытом состоянии в этом случае выступает в роли блокиратора сигнала с выхода задающего генератора импульсов вибратора. Как только с усилителя регулятора подачи поступает сигнал на отвод электрода-инструмента, транзисторный ключ закрывается и разблокирует выход генератора импульсов вибратора. Включается вибрация. Переключатель S служит для отключения блока автоматического управления вибрацией.
Работа данного устройства была проверена на станке 04ЭП10М [3]. Данные по износу и производительности с модернизацией по отношению к износу и производительности без модернизации представлены в таблице.
Сравнительная таблица износа электрода-инструмента и производительности
|
№ п/п |
Параметры обработки |
Без модернизации |
С модернизацией |
Уменьшение износа электрода-инструмента, % |
Увеличение производительности, % |
|||
|
Диаметр электрода-инструмента, мкм |
Глубина прошивки по индикатору, мкм |
Износ электрода-инструмента, % |
Производительность, мкм/сек |
Износ электрода-инструмента, % |
Производительность, мкм/сек |
|||
|
1 |
20 |
1200 |
314 |
6,3 |
281 |
7,4 |
11 |
17 |
|
2 |
30 |
1600 |
137 |
4,8 |
91 |
5,8 |
34 |
21 |
|
3 |
50 |
2000 |
80 |
4,7 |
58 |
7,3 |
28 |
55 |
Следовательно, данная модернизация имеет положительный эффект, и чем больше диаметр электрода-инструмента и глубина прошиваемого отверстия тем эффект больше. При этом увеличение производительности составило 17–55%, снижение износа электрода-инструмента – 11–34%.
Последующая модернизация регулятора подачи и разработка двухканального адаптивного регулятора с электромеханическим и электромагнитным параллельно работающими приводами, а также автоматическим управлением вибрацией электрода-инструмента, позволила:
– повысить быстродействие регулятора;
– оптимизировать работу вибратора электрода-инструмента;
– повысить стабильность процесса особенно при прошивке глубоких микроотверстий;
– увеличить производительность электроэрозионной прошивки микроотверстий в 1,2–1,5 раза;
– снизить износ электрода-инструмента в 1,1–1,3 раза;
– увеличить предельную глубину прошиваемых отверстий до 30–35 диаметров;
– повысить точность отработки микроотверстий вследствие уменьшения износа электрода-инструмента.
Библиографическая ссылка
Бойко А.Ф., Блинова Т.А., Сюсюка Е.Н. ИССЛЕДОВАНИЕ И РАЗРАБОТКА БЫСТРОДЕЙСТВУЮЩЕГО ДВУХКАНАЛЬНОГО РЕГУЛЯТОРА ПОДАЧИ ЭЛЕКТРОДА-ИНСТРУМЕНТА ДЛЯ СТАНКОВ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ МИКРООТВЕРСТИЙ. ЧАСТЬ 2. МОДЕРНИЗАЦИЯ РЕГУЛЯТОРА ПОДАЧИ С РАЗРАБОТКОЙ ДВУХКАНАЛЬНОЙ АДАПТИВНОЙ СИСТЕМЫ УПРАВЛЕНИЯ // Научное обозрение. Технические науки. 2016. № 2. С. 18-21;URL: https://science-engineering.ru/ru/article/view?id=1075 (дата обращения: 27.07.2026).